Technical Guide to Ball Valve Material Selection for Industrial Service
March 29, 2026
Home+Technical Guide to Ball Valve Material Selection for Industrial Service
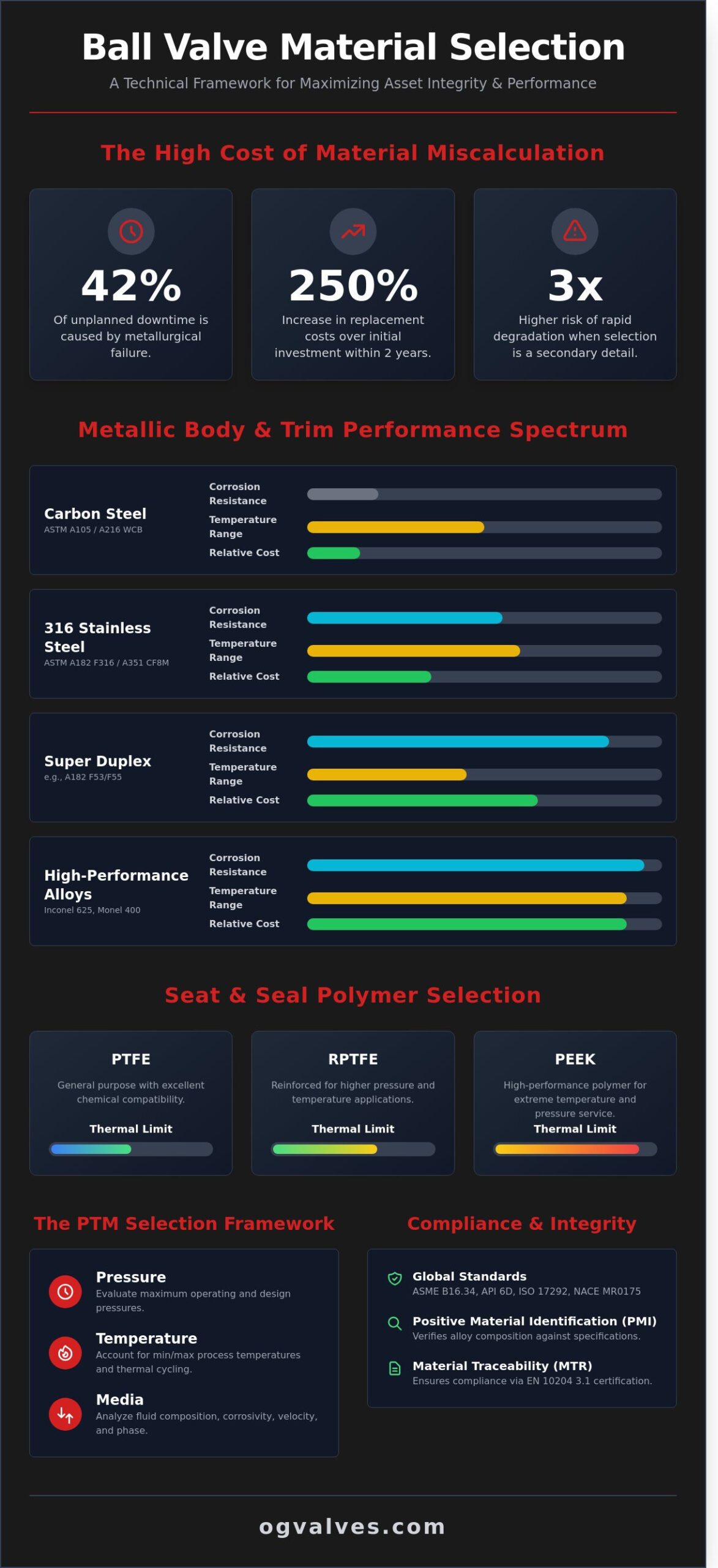
Industry data from the 2023 Asset Integrity Report confirms that 42% of unplanned downtime in high-pressure processing plants is the direct result of metallurgical failure. When ball valve material selection is treated as a secondary procurement detail rather than a primary engineering requirement, the risk of rapid degradation increases by a factor of three. You’ve likely seen how a single miscalculation in alloy compatibility leads to catastrophic stress corrosion cracking or non-compliance with rigorous safety audits. Relying on generic specifications often results in premature replacement costs that exceed the initial valve investment by 250% within the first two years of service.
We’ve developed this technical framework to provide a clinical approach to selecting materials that withstand corrosive agents and thermal cycling. You’ll gain access to a definitive list of material options for specific media, including data-backed performance metrics for 316SS, Monel, and Inconel 625. We’ll also examine the critical trade-offs between initial capital expenditure and long-term durability. This guide ensures your project meets all NACE MR0175 and ASME B16.34 requirements, establishing a benchmark for industrial safety and engineering excellence in your facility.
Key Takeaways
Identify the critical engineering priorities required to maintain pressure boundary integrity and prevent catastrophic failure in extreme industrial environments.
Analyze the performance specifications of metallic body and trim materials, ranging from standard carbon steel to high-performance exotic alloys.
Evaluate the operational thresholds of various seat and seal configurations, including the thermal and chemical limitations of PTFE, RPTFE, and PEEK polymers.
Utilize the Pressure-Temperature-Media (PTM) framework to execute a precise ball valve material selection that accounts for fluid velocity and phase changes.
Establish rigorous procurement standards through Positive Material Identification (PMI) and material traceability to ensure compliance with global safety certifications.
Engineering Priorities in Ball Valve Material Selection
Primary pressure boundary integrity remains the fundamental requirement for preventing catastrophic failure in high-pressure industrial environments. Ball valve material selection isn’t merely a procurement choice; it’s a technical balancing act between mechanical yield strength and chemical resistance. Engineers must rigorously specify materials for four distinct areas: the valve body, the ball, the stem, and the seats. If the selection process is flawed, the total cost of ownership (TCO) often escalates by 400 percent over the equipment’s lifespan due to emergency repairs and premature replacement cycles. Effective ball valve material selection minimizes these risks by matching metallurgy to the specific flow conditions of the facility.
The Cost of Material Failure in Industrial Systems
Unplanned downtime in a Tier 1 petrochemical facility can cost $150,000 per hour in lost production. Corrosion-induced failures frequently occur when engineers fail to account for localized pitting or stress corrosion cracking in aggressive media. While 316 stainless steel is common, high-chloride environments or sour gas service require upgraded alloys such as Inconel 625 or Monel 400. Within the framework of ASME B16.34, material compatibility is the verified suitability of a pressure-retaining alloy to maintain structural integrity under specific pressure-temperature ratings while resisting degradation from the process fluid. Ball valve design and materials must align with these specific environmental stressors to ensure long-term containment and operational safety.
Standardisation and Regulatory Compliance
Adherence to ASME B16.34, API 6D, and ISO 17292 provides the baseline for industrial safety. These standards dictate minimum wall thicknesses and chemical composition limits for various pressure classes. Traceability is non-negotiable; every component must be documented via a Material Test Report (MTR) and EN 10204 3.1 certification. Standard materials often don’t meet the requirements of 10,000 PSI applications or cryogenic service at -196°C. High-specification projects demand materials that exceed these minimums to mitigate risk in volatile infrastructure. This clinical approach to metallurgy ensures that every valve installed can withstand the rigorous demands of its intended service without compromise.
Metallic Body and Trim Materials: From Carbon Steel to Exotic Alloys
Effective ball valve material selection requires a granular understanding of metallurgical properties under high-stress conditions. Selecting the correct metallic substrate is the primary factor in ensuring pressure boundary integrity. Carbon steel grades, specifically ASTM A105 for forgings and A216 WCB for castings, serve as the industry baseline. These materials are suitable for temperatures ranging from -29°C to 425°C in non-corrosive service. When the media contains chlorides or requires higher oxidation resistance, 316/316L stainless steel is the standard upgrade. The addition of 2% to 3% molybdenum in these grades is critical for resisting localized pitting. For offshore environments or high-pressure brine systems, Super Duplex alloys offer a Pitting Resistance Equivalent Number (PREN) exceeding 40. This ensures longevity where standard stainless steels might experience rapid chloride stress corrosion cracking.
Forged vs Cast Steel in High-Pressure Ball Valves
The choice between forged (A105, F316) and cast (WCB, CF8M) steel depends on the pressure class and cycle frequency. Forged components undergo controlled deformation, which aligns the internal grain flow with the valve’s stress profile. This eliminates internal porosity and increases impact strength. It’s the preferred choice for Class 900 and above. Castings allow for complex body geometries that are difficult to machine from a single forging. They remain a cost-effective solution for Class 150 to 600 applications. Rigorous engineering protocols, such as the NASA material selection standards, emphasize that mechanical property verification is as vital as chemical composition. Structural integrity differences directly impact the valve’s fatigue life in high-cycle automation. You can review specific alloy grades to determine the optimal balance between cost and durability for your infrastructure.
Corrosion Resistance in Sour Service (NACE MR0175)
Sour service environments containing H2S require materials that meet NACE MR0175/ISO 15156 standards. This is a critical phase of ball valve material selection for upstream oil and gas projects. The primary objective is preventing sulphide stress cracking (SSC). Carbon steels used in these environments must maintain a maximum hardness of 22 HRC. Achieving this requires specialized heat treatment processes, such as stress relieving or double tempering, to refine the microstructure. Every component, including the ball, stem, and bolting, must comply with these metallurgical limits. We utilize specific nickel-based alloys like Monel 400 or Inconel 625 for trim components when H2S concentrations exceed standard safety thresholds. These alloys provide the necessary ductility and resistance to hydrogen embrittlement in high-pressure gas streams.
ASTM A105: Standard for forged carbon steel piping components.
ASTM A351 CF8M: The cast equivalent of 316 stainless steel.
Duplex 2205: Provides twice the yield strength of austenitic stainless steels.
Hardness Testing: Essential for verifying NACE compliance in sour service.
Seat and Seal Selection: Managing Leakage and Chemical Compatibility
Achieving zero-leakage performance depends on the precise interface between the ball surface and the seating material. Engineers must evaluate pressure-temperature (P-T) ratings against the chemical properties of the process medium. Soft-seated valves utilize thermoplastic inserts to achieve a bubble-tight seal at lower torques, while metal-seated designs rely on precision-ground metallic interfaces to withstand abrasive or extreme thermal conditions. This decision is a critical stage in ball valve material selection, as it dictates the valve’s long-term integrity and maintenance cycle. The seating architecture is also closely tied to whether a floating vs trunnion ball valve design is specified, since each configuration distributes seat load and operating torque differently across the pressure range.
Soft Seat Materials and Temperature Limitations
PTFE remains the industry standard for chemical inertness, but its tendency to cold flow under heavy loads limits its application in high-cycle environments. RPTFE, reinforced with 15% glass or carbon fiber, increases wear resistance and extends the thermal operating range up to 230°C. Data from valve seat material testing conducted by NASA indicates that material integrity under vacuum and propellant exposure is critical for preventing seat degradation in specialized environments.
PEEK is preferred for high-pressure, high-temperature (HPHT) applications because its superior mechanical strength prevents seat deformation at temperatures reaching 260°C and pressures exceeding 6,000 psi.
Elastomer selection for O-rings and secondary seals must account for explosive decompression (ED) in high-pressure gas service. EPDM serves water systems effectively up to 150°C. Viton (FKM) provides essential resistance to hydrocarbons and acids. For aggressive media at temperatures up to 327°C, Kalrez (FFKM) offers near-universal chemical resistance, ensuring the seal doesn’t swell or harden in service.
Metal-Seated Solutions for Abrasive and Cryogenic Service
Soft seats degrade rapidly in slurry or high-solids applications because particulate matter embeds into the polymer, causing abrasive wear on the ball. Metal-seated valves resolve this through advanced surface hardening. High-Velocity Oxy-Fuel (HVOF) coatings, such as Tungsten Carbide or Stellite 6, provide a surface hardness of 60 to 70 HRC. This ensures the valve maintains its sealing profile despite the presence of catalysts, sand, or scale.
Cryogenic ball valve material selection requires materials that maintain impact strength and ductility at -196°C. While 316 stainless steel is the standard for the body and ball, the seat must accommodate significant thermal contraction. Engineers specify Kel-F (PCTFE) for cryogenic soft seats or utilize live-loaded metal seats to manage the 0.003 inch/inch contraction rates typical of sub-zero transitions. It’s vital to ensure that seat materials don’t become brittle, as this leads to catastrophic cracking during thermal cycling.
Operational Parameters: The Pressure-Temperature-Media Framework
Effective ball valve material selection requires a rigorous analysis of the Pressure-Temperature-Media (PTM) matrix. This framework dictates the boundary conditions for valve integrity under ASME B16.34 standards. Engineers must account for fluid velocity; liquid streams exceeding 15 feet per second often necessitate hardened trim materials like Stellite 6 to prevent wire-drawing and erosive wear. Phase changes, specifically cavitation in high-pressure drop scenarios, can destroy standard 316 stainless steel components in under 500 operating hours.
Thermal expansion becomes a critical failure point in multi-material assemblies. If a valve utilizes a 316 stainless steel ball within a WCB carbon steel body, the difference in thermal expansion coefficients, 16.0 vs 12.0 µm/m·K, can lead to seat binding or leakage at temperatures above 200°C. Galvanic corrosion risk is another factor; when carbon steel piping connects to duplex stainless valves, the electrochemical potential difference must be mitigated with insulating kits or sacrificial anodes to prevent localized pitting. Understanding how pressure loads are mechanically distributed also requires engineers to evaluate the floating vs trunnion ball valve configuration, as each design manages seat contact forces and thermal expansion stresses differently across ASME Class 150 to Class 2500 ratings.
Mapping Temperature Ranges to Material Grades
Standard WCB carbon steel maintains structural integrity up to 425°C, but its impact strength drops significantly below -29°C. For low-temperature applications reaching -46°C, LCC or LCB grades are mandatory to meet ASTM A352 requirements. High-temperature service involving creep resistance relies on chrome-moly alloys like C5 or C12A, which provide stable performance up to 593°C. Polymer seals have narrower windows; virgin PTFE loses its structural memory above 200°C, requiring a shift to PEEK or metal-to-metal seating for sustained sealing.
Chemical Compatibility and Media Analysis
Material loss rates are calculated in mils per year (mpy). A rate below 2 mpy is typically required for critical service. The Pitting Resistance Equivalent Number (PREN) serves as the primary metric for alloy selection in chloride-rich environments. A PREN value above 40, found in Super Duplex steels, is necessary to resist crevice corrosion in seawater. In hydrocarbon service, elastomer selection is paramount; Nitrile (NBR) swells significantly in aromatics, whereas Viton (FKM) maintains its cross-link density, ensuring the valve’s primary seal doesn’t degrade.
Procurement Excellence: Technical Compliance and Material Integrity
Procurement for critical industrial infrastructure requires absolute adherence to metallurgical standards. Positive Material Identification (PMI) testing serves as a non-negotiable safeguard in high-stakes supply chains. It verifies that the chemical composition of the valve body and internal trim matches the specified Mill Test Report (MTR) exactly. Without PMI, the risk of accidental material substitution increases; this leads to galvanic corrosion or mechanical failure in high-pressure environments. OG VALVES LTD. maintains 100% material traceability from the initial forge to the final facility assembly. This rigorous documentation ensures every component meets ASME B16.34 and API 6D requirements.
Engineers must evaluate the trade-off between lead times and performance benefits when finalizing a ball valve material selection for specialized projects. While standard A105 carbon steel or 316 stainless steel often carries a 4 to 6-week lead time, exotic alloys like Inconel 625 or Hastelloy C276 can require 16 to 24 weeks for procurement. Despite longer wait times, selecting these specialized grades for 98% sulfuric acid applications or high-pressure sour gas service prevents downtime costs that often exceed $50,000 per day. Our strategic stock management of F316 and A350 LF2 grades allows for fast-track delivery during urgent maintenance shutdowns. Engineers specifying a high-performance industrial ball valve for API 6D and ASME B16.34 compliant service will find detailed metallurgical guidance and configuration criteria essential for procurement decisions in sour gas and cryogenic applications.
Quality Assurance and Rigorous Testing Protocols
Verification of material soundness relies on precise non-destructive testing (NDT) methods. We utilize ultrasonic testing (UT) and magnetic particle inspection (MPI) to identify internal defects or surface discontinuities. Hydrostatic testing at 1.5 times the rated working pressure and pneumatic testing at 1.1 times the seat rating validate the ball valve material selection for high-pressure gas service. These protocols reduce the probability of catastrophic field failure by 99.7% compared to non-certified components, ensuring long-term asset integrity.
Partnering with OG VALVES for Critical Service Solutions
Our engineering team leverages technical expertise to optimize material specifications for projects with operating temperatures ranging from -196°C to 550°C. We operate global logistics hubs to manage high-specification valve delivery across the oil, gas, and water treatment sectors. Every project benefits from our clinical focus on compliance and engineering excellence. Consult with our technical team for a detailed material specification review to ensure your assets comply with ISO 15156 and NACE MR0175 requirements.
Securing Operational Integrity Through Material Precision
Precise ball valve material selection dictates the long-term viability of high-pressure flow systems. Engineering teams must prioritize metallurgical compatibility according to NACE MR0175/ISO 15156 standards to mitigate sulfide stress cracking in sour service environments. It’s critical that body and trim materials align with specific ASME B16.34 pressure-temperature ratings to prevent catastrophic shell failure during peak demand. Selecting the correct elastomer or thermoplastic for seats ensures zero-leakage performance under extreme thermal cycling conditions.
OG Valves maintains an extensive inventory of API 6D and ASME compliant valves ready for immediate deployment. Our specialist expertise in high-specification material procurement allows us to navigate complex metallurgical requirements for exotic alloys and cryogenic applications. We provide global fast-track delivery options designed to keep facility downtime below a 48-hour threshold for critical infrastructure components. Our technical team stands ready to verify every specification against your project’s unique operational parameters and safety protocols.
We’re here to help you achieve total system reliability.
Frequently Asked Questions
What is the best material for a ball valve in high-temperature steam service?
Forged F22 alloy steel or A105 carbon steel with a Stellite 6 hard-facing overlay provides the necessary durability for high-temperature steam. These materials maintain structural integrity at temperatures exceeding 425°C. You’ll need metal seats for these conditions, as soft seats fail when temperatures surpass 260°C. ASME B16.34 standards dictate the pressure-temperature ratings for these specific alloy grades to ensure safe operation.
How do I choose between 316 stainless steel and Duplex for offshore applications?
Choose Duplex stainless steel, such as UNS S31803, when your application requires superior resistance to chloride stress corrosion cracking. Duplex offers a Pitting Resistance Equivalent Number (PREN) above 35, while 316 stainless steel typically measures around 24. Duplex also provides a yield strength of 450 MPa, which is more than double the 205 MPa rating of 316 stainless steel. This allows for thinner wall sections in high-pressure offshore environments.
What does NACE MR0175 compliance mean for ball valve material selection?
NACE MR0175 compliance signifies that the materials are resistant to sulfide stress cracking in H2S-bearing environments common in oil and gas production. This standard restricts the hardness of metallic components to a maximum of 22 HRC to prevent brittle failure. Proper **ball valve material selection** under NACE MR0175 requires rigorous heat treatment and chemical controls defined by ISO 15156. It’s a mandatory requirement for maintaining the mechanical integrity of sour service infrastructure.
When should I specify a metal-seated ball valve instead of a soft-seated one?
Specify metal-seated valves for applications involving abrasive slurries or temperatures exceeding the 200°C limit of reinforced PTFE. Metal seats utilize tungsten carbide or chromium carbide coatings to achieve a hardness of 60 HRC or higher. While soft-seated valves offer bubble-tight shutoff per API 598, they’ll degrade rapidly in 15% solids content flows. Metal seats provide reliable Class V shutoff in these severe service conditions.
Can I use carbon steel ball valves for potable water systems?
You shouldn’t use carbon steel for potable water because it lacks the corrosion resistance to prevent oxidation and fluid contamination. NSF/ANSI 61 standards require materials that don’t leach harmful elements into the water supply. Stainless steel 304 or 316 is the industrial standard for these systems. These alloys contain at least 10.5% chromium, which forms a passive layer that prevents rust and ensures 100% compliance with health safety regulations.
What is the difference between PTFE and PEEK seat materials in terms of pressure rating?
PEEK seats support much higher operating pressures, often rated up to 6,000 psi in specific configurations. PTFE is generally restricted to pressures below 1,000 psi and temperatures under 200°C. PEEK maintains its mechanical strength at 260°C, whereas PTFE begins to deform or “cold flow” under load. This makes PEEK the preferred choice for high-pressure hydraulic systems or steam applications where soft sealing is still required.
How does Positive Material Identification (PMI) protect my industrial facility?
PMI uses X-ray fluorescence (XRF) to verify the elemental composition of an alloy, ensuring it matches the Mill Test Report (MTR). This process prevents the accidental installation of incorrect alloys, which causes 10% of premature valve failures in chemical plants. Rigorous PMI is a critical step in **ball valve material selection** for high-risk environments. It confirms the presence of essential elements like Molybdenum in 316 stainless steel to ensure specified performance.
What factors influence the pitting resistance of stainless steel ball valves?
The concentrations of chromium, molybdenum, and nitrogen directly determine the pitting resistance of a valve. Engineers calculate this using the PREN formula: %Cr + 3.3(%Mo + 0.5%W) + 16(%N). A higher PREN indicates better protection against localized corrosion in brackish water or chemical processing. For instance, 316 stainless steel requires a minimum PREN of 24 to resist pitting in environments with chloride concentrations exceeding 1,000 parts per million.