Floating vs Trunnion Ball Valve: A Technical Engineering Comparison (2026)
April 01, 2026
Home+Floating vs Trunnion Ball Valve: A Technical Engineering Comparison (2026)
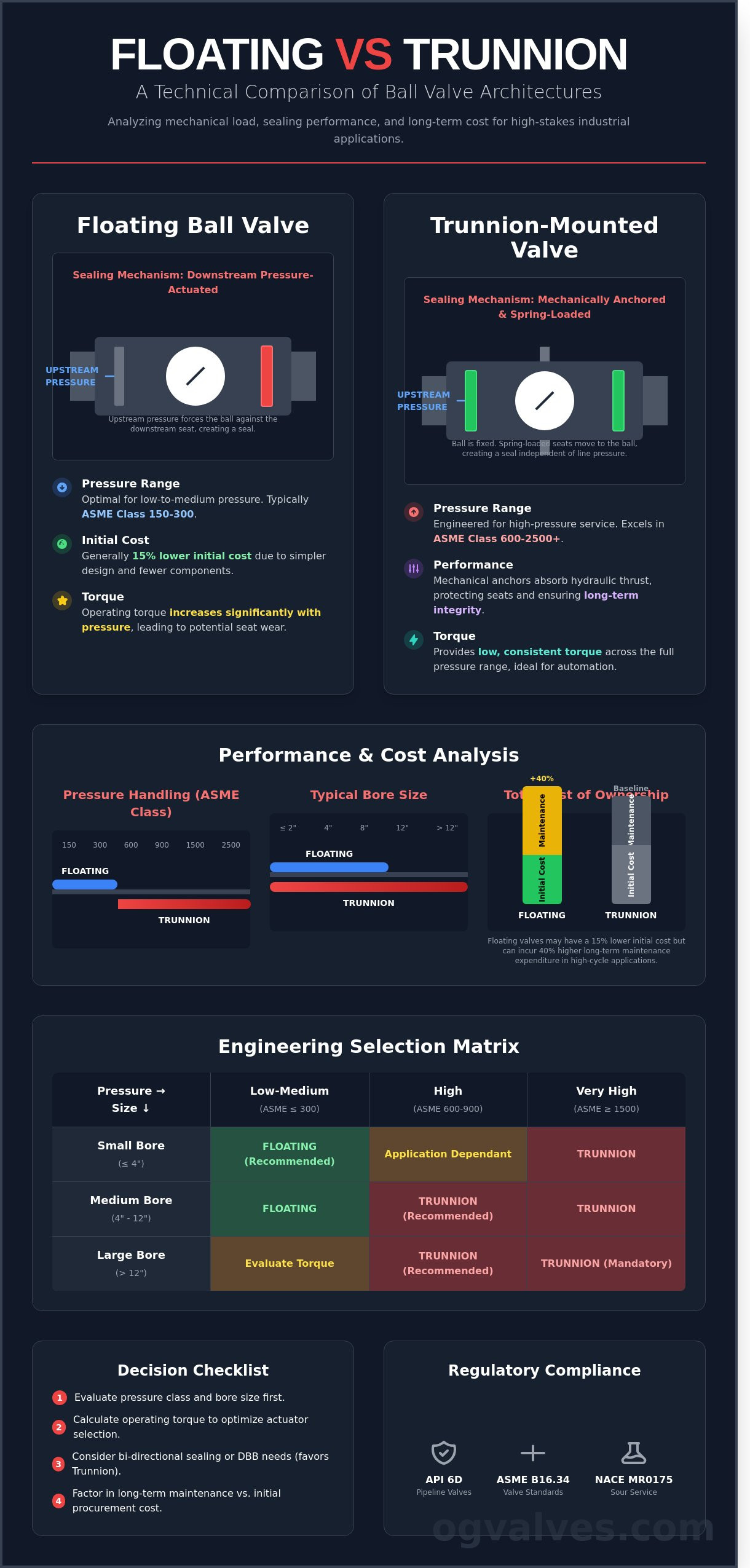
The 15% lower initial cost of a floating ball valve often conceals a 40% increase in long-term maintenance expenditure due to seat degradation in high-pressure cycles. Engineering teams frequently encounter the reality that improper specification leads to excessive operating torque and accelerated seal wear. You’re aware that in high-stakes oil and gas operations, even a minor deviation in pressure load distribution can compromise the entire facility’s safety integrity. Choosing between a floating vs trunnion ball valve requires a strict adherence to mechanical data rather than procurement convenience.
This technical comparison delivers a clinical analysis of ball valve mechanics and sealing performance across ASME Class 150 to Class 2500 specifications. We’ll examine how trunnion-mounted designs manage high-pressure loads through fixed mechanical supports, contrasting this with the seat-supported floating architecture. By reviewing specific torque calculations and thermal expansion coefficients, you’ll gain the precise data needed to ensure long-term operational integrity and minimize maintenance intervals. We conclude with a definitive selection matrix for 2026 industrial standards.
Key Takeaways
Identify the fundamental mechanical distinctions in pressure load distribution and sealing dynamics between floating and trunnion-mounted architectures.
Evaluate critical size-to-pressure ratios to determine the most stable configuration when comparing a floating vs trunnion ball valve for high-stakes applications.
Analyze the technical advantages of bearing-supported ball designs for absorbing hydraulic thrust in high-pressure environments exceeding ASME Class 600.
Calculate precise operating torque requirements to optimize actuator selection and ensure long-term mechanical integrity in industrial pipelines.
Verify adherence to API 6D and NACE MR0175 standards to guarantee regulatory compliance and material performance in sour gas service.
Comparative Mechanics: Sealing Forces and Load Distribution
The fundamental engineering divergence in the floating vs trunnion ball valve selection process centers on the management of hydraulic thrust. In industrial piping systems, the ball’s reaction to upstream pressure determines the valve’s pressure rating, seal integrity, and operational longevity. A floating valve relies on the fluid’s kinetic energy to drive the ball into the seat, whereas a trunnion-mounted valve utilizes mechanical anchors to stabilize the ball, shifting the sealing load to the seat assemblies themselves. This distinction is critical for engineers adhering to ASME B16.34 standards, as it dictates the torque requirements and the potential for seat deformation under high-stress conditions.
Load distribution is handled through two distinct mechanical philosophies:
Internal Support: Floating designs transfer the entire hydraulic load of the upstream fluid directly onto the downstream seat.
External Support: Trunnion designs distribute the load through the stem and the trunnion plate, protecting the seats from excessive compression.
Floating Ball Valve Mechanism
In a floating configuration, the ball isn’t anchored at the base. It remains suspended between two thermoplastic or metallic seats. When the valve closes, upstream pressure forces the ball downstream to create a bubble-tight seal. It’s an efficient design for low-to-medium pressure applications, typically within ASME Class 150 and 300 specifications. However, the downstream seat must withstand the full force of the fluid. In a 4-inch valve at 725 psi, this pressure can lead to high operating torque and accelerated seat wear, limiting its use in high-pressure headers.
Trunnion Mounted Valve Mechanism
Trunnion-mounted valves employ a fixed ball held by a stem and a bottom support pin. This architecture absorbs hydraulic thrust through the valve body rather than the seats. Sealing occurs because the seats are spring-loaded, moving independently against the ball surface. This is the preferred floating vs trunnion ball valve configuration for high-pressure service, such as ASME Class 900 or 2500. It allows for consistent torque across the full pressure range. The design facilitates bi-directional sealing and double block and bleed functions, meeting the rigorous demands of API 6D pipeline requirements.
By isolating the sealing surfaces from the primary fluid load, the trunnion design maintains integrity in extreme environments. Engineers specify these for large-bore applications, often exceeding 12 inches, where the mechanical force on a floating ball would exceed the material limits of the seat inserts. The fixed-axis rotation ensures the valve operates reliably even when differential pressures exceed 3,000 psi, providing a level of safety and performance that floating designs cannot match in critical infrastructure. Engineers working with Class 2500 pipelines and volatile fluids should consult a dedicated resource on high pressure ball valve applications to understand the full scope of metallurgical and seat configuration requirements.
The floating ball valve operates on a principle of downstream sealing. Unlike fixed designs, the ball is suspended by two elastomeric seats. When the valve is in the closed position, upstream pressure forces the ball against the downstream seat. This creates a tight, leak-proof seal. This mechanism relies on the pressure of the media itself to maintain integrity. It’s a design that excels in simplicity, utilizing fewer internal components than complex alternatives. This reduction in parts translates to 15% lower maintenance costs over a five-year service cycle in standard water treatment or chemical processing environments.
Self-cleaning is a critical advantage of this configuration. As the ball rotates, the media flow clears accumulated debris from the seat surfaces. This minimizes abrasive wear. Performance depends heavily on seat material selection. Pure PTFE is suitable for temperatures up to 200°C, while Reinforced PTFE (RPTFE) adds glass or carbon fillers to handle higher mechanical loads. When comparing floating vs trunnion ball valve configurations, the floating design is the standard for high-integrity sealing in lower pressure classes.
Operational Advantages of Floating Designs
Cost-Efficiency: Simplified manufacturing processes make these valves a primary choice for ASME Class 150 and 300 applications where budget and reliability must align.
Reduced Mass: These units often weigh 20% to 30% less than trunnion models of the same bore size, facilitating easier installation in compact piping skids.
Bi-Directional Sealing: The design provides reliable shut-off regardless of flow direction, eliminating the need for complex internal seat springs found in more expensive models.
Technical Constraints and Pressure Limits
Engineering limitations emerge as pressure and size increase. High downstream pressure exerts significant force on the seat. This can lead to permanent seat deformation or “cold flow” if limits are exceeded. Operating torque also rises exponentially with pressure because the ball is pressed harder against the seat material. Most manufacturers, including those adhering to ISO 17292 standards, limit floating designs to 10-inch (DN250) bores. Beyond this size, the torque required to actuate the valve becomes impractical for manual or standard pneumatic operation. When evaluating the trade-offs of a floating vs trunnion ball valve, the torque threshold is often the deciding factor. For critical infrastructure projects requiring high-pressure integrity, engineers should review the technical specifications of forged steel options to ensure safety compliance.
Trunnion mounted ball valves are engineered for heavy-duty industrial applications where ASME Class 600, 900, and 2500 specifications are standard. Unlike the floating design, the ball is fixed by a trunnion at the bottom and a stem at the top. This configuration uses a bearing-supported ball to absorb hydraulic thrust, preventing the ball from shifting toward the downstream seat. Consequently, the seats move toward the ball rather than the ball moving toward the seats. This mechanical distinction is a primary factor when evaluating a floating vs trunnion ball valve for high-pressure pipelines. These valves provide independent seat sealing for both upstream and downstream ports. This allows for Double Block and Bleed (DBB) capabilities, essential for critical infrastructure like oil refineries and natural gas storage facilities where secondary containment is a safety requirement.
High-Pressure Performance Metrics
Operating torque remains constant even as line pressure increases to 425 bar or higher. This predictability is vital for actuator sizing and long-term reliability. Because the ball is anchored, seat material wear is reduced by 40 percent compared to floating designs during high-frequency cycling. Trunnion valves also feature automatic internal pressure relief mechanisms. If cavity pressure exceeds the set limit by 10 to 15 percent, the spring-loaded seats retract to vent excess pressure back into the pipeline.
Advanced Design Features
Every trunnion valve must adhere to rigorous fire-safe testing standards such as API 607 or API 6FA. These protocols ensure the valve maintains seal integrity during a 30-minute fire exposure. Anti-static devices and blowout-proof stem configurations are standard to prevent electrical discharge and stem ejection under pressure. For emergency maintenance, these valves include lubrication and sealant injection points. These ports allow operators to inject synthetic grease directly into the seat area to restore sealing if the primary soft seal is damaged. This level of redundancy highlights why the floating vs trunnion ball valve choice is dictated by the specific risk profile of the project. For a comprehensive technical breakdown of how these valves perform across the most demanding high pressure ball valve applications in midstream and upstream processing, engineers can reference detailed API 6D and ASME B16.34 compliance data.
Engineering Selection Framework: Size, Pressure, and Torque
Engineering selection for a floating vs trunnion ball valve depends on the intersection of nominal pipe size (NPS) and ASME pressure class. For applications exceeding NPS 6 or pressure ratings above Class 600, the trunnion-mounted architecture becomes the industrial standard. This transition is mandated by the physical load exerted on the downstream seat. In a floating configuration, the entire hydraulic force of the process media acts upon the ball, compressing it against the seat. At high pressures, this load exceeds the material yield strength of soft seats, leading to permanent deformation and seal failure.
Torque and Actuation Analysis
Operating torque is a critical metric for automated systems. Floating valves exhibit high breakaway torque because the ball must overcome the friction of the entire seat surface area under pressure. A 4-inch Class 300 floating valve can require significantly larger pneumatic actuators compared to a trunnion counterpart. Trunnion designs utilize independent bearings to absorb the hydraulic load, which results in a 30% to 50% reduction in operating torque. This efficiency allows for smaller, more cost-effective actuation packages and improves the response time in automated control loops. Engineers must apply safety factors of at least 25% when sizing actuators to ensure reliability under worst-case differential pressures.
Lifecycle and Maintenance Considerations
Total Cost of Ownership (TCO) often favors trunnion designs in high-cycle or severe service environments. While the initial CAPEX for a trunnion valve is higher, the reduced wear on seat inserts extends the mean time between failures (MTBF). For abrasive or corrosive media, trunnion valves provide superior seat integrity through spring-loaded mechanisms that maintain constant contact. In contrast, floating valves are susceptible to seat erosion if line debris becomes trapped during the “float” movement. Large-scale projects involving NPS 12 or greater require the on-line maintenance capabilities of trunnion units, such as sealant injection fittings for emergency shutoff. Engineers seeking a comprehensive overview of industrial ball valve design, material compliance, and selection criteria can reference detailed engineering specifications covering API 6D and ASME B16.34 standards. For projects where corrosive media or extreme thermal cycling are primary concerns, a dedicated review of ball valve material selection for industrial service provides critical data on alloy performance, including 316SS, Monel, and Inconel 625 compatibility metrics.
For technical assistance with your specific project parameters, consult with our engineering team to ensure API 6D compliance and long-term asset integrity.
Regulatory Compliance and Procurement Standards (API 6D)
API 6D serves as the primary standard for ball valve design and testing in pipeline service. This specification defines the minimum requirements for the manufacture and documentation of axial, check, gate, and ball valves used in petroleum and natural gas industries. Adherence to these protocols ensures that mechanical integrity remains consistent across global infrastructure. When evaluating a floating vs trunnion ball valve for high-pressure midstream applications, engineers must verify that the selected unit meets the pressure-temperature ratings defined by ASME B16.34. Failure to adhere to these benchmarks results in increased risk of structural fatigue in systems operating at 1,500 PSI or higher.
International Standard Verification
Procurement specialists prioritize ISO 15156 and NACE MR0175 for sour gas service where hydrogen sulfide (H2S) concentrations exceed 0.05 psia. These standards prevent sulfide stress cracking in carbon and low-alloy steels. Environmental compliance requires valves to meet fugitive emission standards like ISO 15848-1 or API 622. These protocols quantify leakage rates at the stem seal to ensure industrial operations don’t exceed 100 parts per million (ppm) of volatile organic compounds. Rigorous verification of these metrics is mandatory for facilities adhering to strict environmental mandates.
Quality Assurance in Valve Supply
Reliable operation depends on stringent testing protocols that move beyond visual inspection. Positive Material Identification (PMI) testing verifies the chemical composition of alloys using X-ray fluorescence (XRF) to ensure the hardware matches the Mill Test Report (MTR) exactly. Hydrostatic and pneumatic seat leakage testing must follow API 598 or API 6D procedures to confirm zero-leakage performance under 1.1 times the rated working pressure. Facilities handling aggressive media should also consult a structured framework for ball valve material selection to verify that alloy grades meet NACE MR0175 and ISO 15156 requirements before procurement. OG VALVES LTD. manages these technical procurement requirements for international facilities, ensuring every component undergoes rigorous inspection before dispatch.
Operational efficiency relies on minimizing downtime through strategic logistics and fast-track global delivery. In critical infrastructure projects, reducing lead times from 26 weeks to under 10 weeks for specialized configurations is vital for project continuity. Whether the application demands a floating vs trunnion ball valve, the procurement focus remains on technical precision and material durability. By maintaining a clinical focus on engineering excellence and international certifications, operators secure the long-term performance of their pipeline assets while mitigating the high costs associated with component failure.
Optimizing Valve Selection for 2026 Infrastructure Requirements
Selecting between a floating vs trunnion ball valve requires a strict evaluation of operational pressure and nominal pipe size. Floating designs rely on downstream seat sealing; these are effective for applications under 6 inches in diameter at Class 300 ratings. For high-pressure environments exceeding Class 600 or large-bore pipelines, trunnion-mounted configurations are the industry standard. They distribute load through the stem and trunnion plate. This prevents excessive torque and maintains seat integrity under extreme stress. Every selection must align with API 6D specifications and ISO 9001 quality management protocols to ensure long-term reliability in the field.
OG VALVES LTD. maintains an API 6D and ISO 9001 compliant supply to meet these rigorous industrial demands. You don’t have to navigate complex technical specifications alone; our specialist technical support team provides precise guidance for heavy industry applications. We leverage global fast-track logistics to ensure your components arrive on schedule. Request a Technical Quote for Industrial Ball Valves today to secure high-performance hardware for your critical systems. We’re ready to help you achieve engineering excellence in your next project.
Frequently Asked Questions
What is the primary difference between floating and trunnion ball valves?
The primary difference between a floating vs trunnion ball valve lies in how the internal ball is supported within the valve body. In a floating design, the ball is held only by two seats, allowing it to move downstream under pressure to create a seal. Conversely, a trunnion valve secures the ball with a fixed shaft at the bottom. This mechanical support handles the hydraulic load, which reduces seat wear and improves performance in high-pressure environments.
At what pressure should I switch from a floating to a trunnion ball valve?
Transition from a floating to a trunnion ball valve when your system pressure exceeds ASME Class 600 or when valve sizes surpass 6 inches at Class 300. Floating designs struggle with seat deformation at these thresholds because the entire pressure load rests on the downstream seat. Trunnion designs distribute this force through the support bearings, ensuring 100% operational reliability even under extreme differential pressures common in midstream oil applications.
Are trunnion ball valves always bi-directional?
Trunnion ball valves are typically bi-directional because they utilize independent, spring-loaded seats that maintain constant contact with the ball. This configuration ensures a tight seal against pressure from either the upstream or downstream side. Engineers specify these valves for 100% bi-directional shut-off in complex piping networks. Compliance with API 6D standards ensures that these valves provide reliable sealing integrity regardless of the flow direction in high-stakes industrial systems.
How does the operating torque compare between the two designs?
Trunnion ball valves exhibit 40% to 50% lower operating torque than floating ball valves in identical pressure conditions. Since the trunnion absorbs the hydraulic force, the seats don’t have to bear the full weight of the ball and the fluid pressure. This reduction in friction allows for the use of smaller pneumatic or electric actuators. It lowers overall project costs and reduces the mechanical stress on the stem during frequent cycling operations.
Can floating ball valves be used in high-temperature service?
Floating ball valves support high-temperature service if they’re manufactured with metal seats or specialized PEEK inserts. Standard PTFE seats fail at 200 degrees Celsius, but metal-seated floating valves operate safely at temperatures exceeding 538 degrees Celsius. These configurations are essential for steam or thermal oil applications. Engineers must ensure the material selection matches the thermal expansion coefficients to prevent the ball from seizing during rapid temperature fluctuations in the process line.
What is a Double Block and Bleed (DBB) feature in trunnion valves?
Double Block and Bleed is a technical configuration where a single valve provides two seating surfaces that seal both ends of the valve simultaneously. This feature allows operators to vent or bleed the trapped pressure from the body cavity through a dedicated port. It’s a mandatory safety requirement for 95% of pipeline maintenance tasks. By using DBB trunnion valves, technicians can verify seat integrity without shutting down the entire piping system.
Which valve design is more suitable for abrasive media?
The trunnion design is superior for abrasive media because its fixed-ball architecture prevents solids from getting trapped behind the seats. When handling slurries with a 20% solids content, trunnion valves with tungsten carbide coatings offer a service life three times longer than floating alternatives. The spring-loaded seats in trunnion valves also act as a wiping mechanism. This keeps the sealing surfaces clean and prevents premature failure caused by particle impingement.
What standards govern the testing of industrial ball valves?
Industrial ball valve testing is strictly governed by API 598 and API 6D standards. These specifications define the rigorous pressure tests for shell integrity and seat leakage that every valve must pass before deployment. For example, API 607 covers the fire-testing requirements for soft-seated valves. Adherence to these international protocols ensures that a floating vs trunnion ball valve meets the safety mandates of ISO 10497 and other global engineering benchmarks.