Industrial Isolation Valves: A Technical Guide to Selection, Standards, and Performance
March 17, 2026
Home+Industrial Isolation Valves: A Technical Guide to Selection, Standards, and Performance
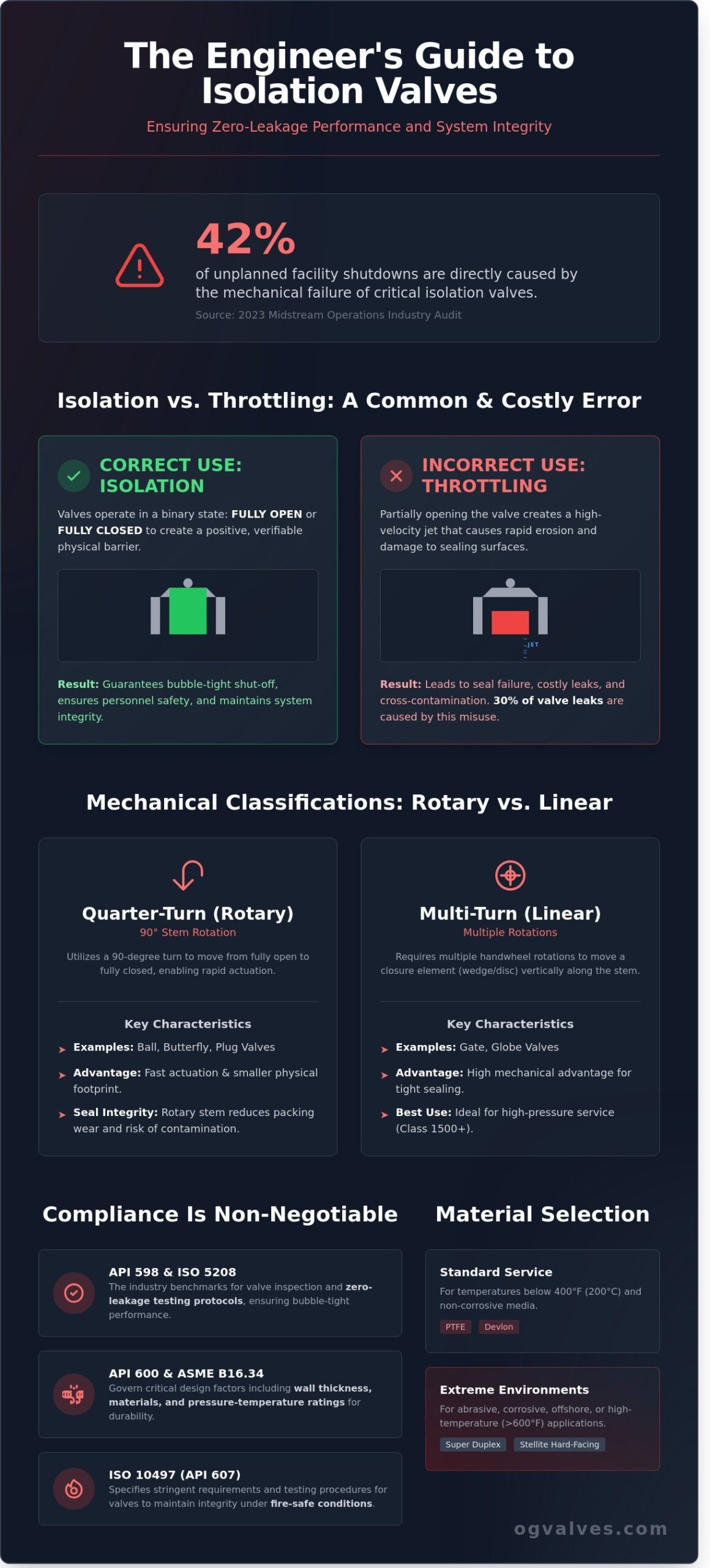
According to a 2023 industry audit of midstream operations, approximately 42% of unplanned facility shutdowns are directly attributed to the mechanical failure of critical isolation valves. You understand that maintaining system integrity requires more than just a standard component; it demands a rigorous adherence to engineering benchmarks that prevent costly leakage. Non-compliance with international standards isn’t just a regulatory hurdle, it’s a primary driver of operational risk in high-pressure environments.
This technical guide provides the data-driven framework required to master selection criteria and ensure zero-leakage performance in high-stakes infrastructure. By implementing the specific requirements of API 600 and ASME B16.34, you’ll be able to eliminate non-compliance risks and significantly extend the durability of your assets in corrosive or high-temperature environments. We’ll analyze the performance characteristics of forged steel versus cast alloys and provide a methodical breakdown of the testing protocols necessary to minimize your maintenance cycles and ensure operational safety across your entire project lifecycle.
Key Takeaways
Identify the engineering principles behind positive isolation to establish verifiable physical barriers during maintenance and emergency shutdown procedures.
Analyze the mechanical distinctions between quarter-turn and multi-turn hardware to optimize actuation efficiency and high-pressure sealing integrity.
Implement rigorous compliance with API 598 and ISO 5208 standards to ensure zero-leakage performance in critical isolation valves.
Select appropriate metallurgical grades, such as Super Duplex or Stellite hard-facing, to mitigate the risks of corrosion and erosion in abrasive or offshore environments.
Streamline procurement by integrating technical consultation into the matching of valve specifications with complex industrial project data sheets.
Defining the Role of Isolation Valves in Industrial Systems
In complex piping networks, an Isolation valve serves as the primary mechanism for stopping the flow of process media. These components are engineered to provide a bubble-tight shut-off, facilitating safe maintenance or emergency intervention. Unlike valves designed for regulation, isolation valves operate in a binary state: fully open or fully closed. This functionality is essential for establishing a physical, verifiable barrier between upstream pressure and downstream components. In Piping and Instrumentation Diagrams (P&ID), these valves are designated as safety-critical assets; they’re often required by ISO 10497 standards to maintain integrity under fire-safe conditions.
The concept of positive isolation requires a seal that prevents any detectable leakage. Engineers rely on these barriers to de-pressurize specific sections of a plant without shutting down the entire facility. This methodology reduces downtime by 15% to 25% in typical refinery turnarounds. Effective isolation ensures that maintenance personnel can work on downstream pumps or vessels without the risk of accidental exposure to pressurized fluids or hazardous chemicals.
The Engineering Necessity of Reliable Shut-off
Reliable shut-off isn’t just about flow control. It’s a fundamental safety requirement. In multi-product pipelines, such as those carrying varying grades of crude or refined fuels, the failure of an isolation valve leads to cross-contamination. This failure costs operators an average of $50,000 per hour in off-spec product losses. The following factors define the necessity of these components:
Personnel Protection: Technicians servicing downstream equipment depend on the valve’s ability to hold zero-leakage as per API 598 standards.
Environmental Mitigation: In hazardous chemical processing, a 0.1% failure in seat integrity can release toxic vapors, violating EPA Title V permits and leading to fines exceeding $40,000 per day.
System Integrity: Preventing backflow during pump maintenance protects rotating equipment from catastrophic mechanical damage caused by reverse rotation.
Isolation vs. Throttling: Mechanical Limitations
Using isolation valves for throttling is a common operational error that leads to premature component failure. Control valves are designed with hardened trims to handle the high-velocity turbulence of partial openings. Isolation-specific designs, like gate or ball valves, lack this reinforcement. When a ball valve is left in a partially open position, the process media creates a high-velocity jetting effect. This erodes the soft seat materials, such as PTFE or Devlon, within 100 hours of continuous service at high pressure differential.
Gate valves face similar risks. Throttling causes the wedge to vibrate against the seat, leading to galling and mechanical fatigue. Once the seating surface is compromised, the valve can’t achieve the drop-tight seal required for positive isolation. Industry data suggests that 30% of valve leaks in the oil and gas sector result from using isolation valves in unintended modulation roles. Proper selection ensures the valve maintains its API 6D certification throughout its service life. Every component must be utilized within its design parameters to ensure the long-term safety of the infrastructure.
Mechanical Classifications of Isolation Valve Hardware
Mechanical classification of isolation valves depends primarily on the motion of the closure element. Hardware falls into two categories: rotary (quarter-turn) and linear (multi-turn). Rotary designs, including ball, butterfly, and plug valves, utilize a 90-degree stem rotation to transition from fully open to fully closed. This mechanism supports rapid actuation and requires a smaller physical footprint. Linear valves, such as gate and globe designs, require multiple handwheel rotations to move a wedge or disc vertically. These multi-turn systems provide the mechanical advantage necessary for high-pressure sealing in Class 1500 or Class 2500 service environments.
The choice between linear and rotary motion impacts seal integrity and packing longevity. Rotary stems rotate within the packing, which reduces the risk of dragging external contaminants into the seal. Linear stems move through the packing gland, which can cause incremental wear over thousands of cycles. Material selection for seats is equally critical. Soft-seated designs using PTFE or Devlon achieve bubble-tight shutoff at temperatures below 400°F. For applications exceeding 600°F, such as high-pressure steam or thermal oil, engineers specify metal-seated configurations to ensure metallurgical stability and prevent seal deformation.
Ball and Plug Valves: High-Performance Quarter-Turn Isolation
Ball valves represent the industry standard for rapid, reliable shutoff. Floating ball designs utilize upstream pressure to force the ball against the downstream seat, creating a tight seal in low-to-medium pressure systems. In contrast, trunnion-mounted valves secure the ball at the top and bottom. This prevents the ball from shifting under high-load conditions, making them the preferred choice for pipelines exceeding 12 inches in diameter. For abrasive media like sand-laden crude or slurries, lubricated plug valves are utilized. These valves feature a tapered plug that injects sealant into the seating surfaces to maintain a pressure-tight seal. Full-bore ball valves provide a straight-through flow path, which is mandatory for piggable systems where 100% flow efficiency must be maintained.
Gate and Globe Valves: The Heavyweights of High-Pressure Service
Gate valves provide a low pressure drop and are designed strictly for fully open or fully closed service. Engineers select flex-wedge designs to prevent thermal binding, a phenomenon where heat causes the wedge to stick in the seats at temperatures above 800°F. Solid-wedge gates remain the standard for general utility where thermal expansion isn’t a primary concern. Adherence to API 600 valve standards ensures that these components possess the wall thickness and stem diameters required for refinery and petrochemical infrastructure. Globe valves are often used as isolation points in steam lines where high differential pressures exist. OS&Y (Outside Screw and Yoke) configurations are standard in these “heavyweight” valves; they provide an immediate visual indication of the valve position, which is a critical safety requirement for manual operators.
Double Block and Bleed (DBB) Configurations
A Double Block and Bleed configuration integrates two separate isolation points and a vent (bleed) port into a single unit. This design ensures zero downstream leakage by venting any fluid that bypasses the primary seal. It’s a mandatory specification for hazardous gas and high-pressure oil services where technician safety during maintenance is paramount. Traditional manifolds require three separate valves and extensive piping, but modern integral DBB designs reduce the installation footprint by 70%. This reduction in potential leak paths increases the overall integrity of the system. For engineers managing critical infrastructure, sourcing high-integrity isolation valves with DBB capability ensures compliance with rigorous safety protocols and reduces long-term maintenance costs.
Industrial Standards and Leakage Performance Criteria
The engineering integrity of isolation valves depends on strict adherence to international testing protocols. ASME B16.34 serves as the foundational standard for valve design; it defines the pressure-temperature ratings and wall thickness requirements for flanged, threaded, and welding end valves. This standard ensures that the valve body can withstand the mechanical stresses of high-pressure service without structural failure. Engineers rely on these tables to select materials that maintain safety factors at temperatures ranging from cryogenic levels to 538 degrees Celsius.
Testing and inspection procedures are primarily governed by API 598 and ISO 5208. API 598 remains the most frequent benchmark for valve inspection in the oil and gas sector. It mandates specific test durations, such as a 15-second minimum for valves under 2 inches and up to 120 seconds for valves over 12 inches. ISO 5208 provides the European equivalent, categorizing leakage rates from Rate A, which signifies zero visible leakage, to Rate G. MSS SP-61 complements these by focusing on the pressure testing of steel valves. It establishes seat closure requirements that specify allowable leakage rates of 10 cubic centimeters per hour per inch of nominal pipe size for metal-seated designs.
API 598: The industry benchmark for valve inspection and pressure testing in the Americas.
ISO 5208: European standards for industrial valve pressure testing, focusing on leakage rate categories.
MSS SP-61: Specialized pressure testing for steel valves with soft and metal seats.
ASME B16.34: The governing standard for pressure-temperature ratings and wall thicknesses.
Understanding Bubble-Tight Shut-off
Zero-leakage, or bubble-tight performance, is the requirement for high-integrity isolation. This performance level corresponds to Leakage Class VI under ANSI/FCI 70-2. It’s typically achieved through soft-seated designs using elastomeric or thermoplastic materials. For metal-seated isolation valves in high-temperature service exceeding 400 degrees Celsius, a specific allowable leakage rate is calculated based on the valve diameter. Testing media selection is critical; manufacturers use nitrogen or air for high-integrity gas isolation because gas molecules penetrate seal imperfections more readily than water or hydraulic fluids.
Fugitive Emission Compliance
Environmental safety in petrochemical facilities requires compliance with ISO 15848-1 and API 622. These standards address the unintended release of volatile organic compounds (VOCs) through the valve stem. API 622 specifically tests packing materials, such as graphite and PTFE, over 1,510 thermal cycles to ensure seal longevity. Refineries often mandate ISO 15848-1 Class AH certification for methane service. This rigorous testing minimizes methane leaks to levels below 50 parts per million. Stem seal technology has shifted toward live-loaded graphite packing to maintain constant pressure on the seal, preventing atmospheric contamination in critical infrastructure.
Adherence to these benchmarks isn’t optional for heavy industry. It’s a technical necessity. When a facility operates at pressures exceeding 10,000 psi, the difference between a standard valve and an API-compliant component is the difference between operational continuity and catastrophic failure. Precision in testing ensures that every unit delivered to the field meets the exact specifications required by project engineers and safety inspectors. For a broader understanding of how these standards apply across valve categories, the engineer’s comprehensive guide to industrial valves selection and standards provides detailed coverage of API 600 compliance and ASME B16.34 pressure-temperature requirements for 2026 projects.
Material Selection and Metallurgical Integrity
Metallurgical integrity determines the operational lifespan of isolation valves in aggressive media. Engineers must specify materials that withstand localized pitting and uniform corrosion. For offshore upstream applications, Duplex and Super Duplex stainless steels provide a Pitting Resistance Equivalent Number (PREN) exceeding 40. Inconel 625 or 718 overlays are utilized for high-pressure components exposed to high chloride concentrations. These alloys offer superior yield strength and resistance to crevice corrosion in marine environments where standard 316 stainless steel fails.
Abrasive slurries require hard-facing to prevent seat leakage and maintain bubble-tight shutoff. Stellite 6, a cobalt-chromium alloy, is applied via Weld Overlay (WOL) to achieve a surface hardness between 40 and 45 HRC. This protects critical sealing surfaces from high-velocity particulates. Cryogenic operations, specifically LNG transport at -196°C, mandate austenitic stainless steels like ASTM A351 CF8M. These materials retain essential impact toughness at sub-zero temperatures. High-temperature service exceeding 425°C requires forged steel bodies, such as ASTM A182 F11 or F22, to manage thermal expansion and prevent creep. It’s a technical requirement that ensures the valve body doesn’t distort under extreme thermal cycling.
The Role of Positive Material Identification (PMI)
OG Valves implements a 100% PMI protocol using handheld X-ray fluorescence (XRF) analyzers. This process verifies the elemental composition of every pressure-retaining component before assembly. It’s critical to verify these alloys to prevent the accidental installation of sub-grade materials that cause galvanic corrosion. Material Test Reports (MTRs) according to EN 10204 3.1 or 3.2 are mandatory for every project. These documents provide full traceability from the initial melt shop to the final product; they ensure the valve meets the exact chemical and mechanical requirements of the project specification.
NACE MR0175/ISO 15156 Compliance
Sour gas environments containing H2S demand strict adherence to NACE MR0175/ISO 15156 standards. This compliance is vital to prevent Stress Corrosion Cracking (SCC) and Hydrogen Induced Cracking (HIC). Material hardness is strictly limited to 22 HRC for most carbon steels to ensure necessary ductility. Specialized heat treatment processes, such as double tempering, are employed to refine the grain structure. OG Valves ensures that all isolation valves destined for sour service undergo rigorous testing to maintain pressure boundary integrity under high partial pressures of hydrogen sulfide. Don’t compromise on safety by selecting non-compliant alloys for high-risk extraction sites.
Consult with our engineering team to determine the optimal material specifications for your project by visiting ogvalves.com today.
Strategic Procurement and Technical Support with OG Valves
Procuring industrial isolation valves demands a level of technical precision that exceeds standard vendor-client transactions. OG VALVES LTD. operates as a specialized technical partner, providing engineering-led solutions for high-stakes environments in the oil, gas, and power generation sectors. The facility in Antrim, Northern Ireland, serves as a central hub for a vast inventory of gate, ball, globe, and check valves. This localized stock ensures that 92% of standard specification orders are processed for dispatch within 48 hours. Every component in the warehouse adheres to strict international standards, including API 6D for pipeline valves and ASME B16.34 for pressure-temperature ratings.
Quality assurance is the foundation of the OG VALVES LTD. operational model. Before any unit leaves the facility for global dispatch, it undergoes a series of rigorous testing protocols. These include hydrostatic shell testing at 1.5 times the rated working pressure and high-pressure pneumatic seat testing to verify zero-leakage performance. For critical service applications, the team performs Positive Material Identification (PMI) and Dye Penetrant Inspection (DPI) to confirm metallurgical integrity. This clinical approach to quality control mitigates the risk of premature component failure in the field, ensuring that every valve meets the precise requirements of the provided data sheets.
Minining Industrial Downtime through Rapid Fulfillment
OG VALVES LTD. manages a complex global supply chain designed to support international sites across the Middle East and Asia. The centralized UK inventory allows for the rapid deployment of high-spec components that are often unavailable through regional distributors. In March 2023, a thermal power station in the East Midlands required an emergency replacement for a seized 10-inch high-pressure steam valve. By leveraging the Antrim inventory, OG VALVES LTD. delivered an ASTM A216 WCB gate valve to the site in under 18 hours. This rapid fulfillment prevented an estimated £140,000 in daily lost revenue, demonstrating the critical value of a responsive supply chain in emergency shutdown scenarios.
Logistics capabilities extend to specialized packaging and documentation required for international transit. Whether shipping to a refinery in Singapore or an offshore platform in the North Sea, the documentation package includes full 3.1 material traceability certificates and pressure test reports as standard. This transparency is essential for engineers who must maintain comprehensive asset integrity logs and comply with stringent safety regulations.
Requesting a Technical Specification and Quote
Obtaining an accurate industrial valve quote for industrial isolation valves requires the submission of detailed technical parameters to ensure application compatibility. The engineering team at OG VALVES LTD. analyzes project data sheets to match valve specifications against the following essential criteria:
Media Characteristics: Chemical composition, viscosity, and presence of particulates.
Pressure Class: Ratings from Class 150 through to Class 2500.
Temperature Range: Capabilities spanning cryogenic service at -196°C to high-temperature steam at 540°C.
End Connections: Raised Face (RF), Ring Type Joint (RTJ), or Butt-Weld (BW) configurations.
Actuation Requirements: Manual gear operators, electric, or pneumatic actuation packages.
To facilitate seamless project integration, OG VALVES LTD. provides access to 2D technical drawings and 3D STEP models during the specification phase. This allows project engineers to verify spatial constraints and piping alignments before procurement. The technical department remains available to consult on material selection, such as choosing between forged F316 stainless steel or duplex alloys for corrosive environments. For immediate assistance with your project specifications, you can consult with an OG VALVES LTD. technical specialist for your isolation requirements to ensure your infrastructure meets the highest standards of industrial safety and performance.
Securing System Integrity Through Rigorous Technical Specification
Achieving long term operational safety requires a precise approach to the selection of isolation valves. Engineering teams must prioritize components that meet API 6D and ISO 5208 leakage standards to prevent catastrophic pressure loss. Technical data confirms that selecting metallurgical grades like ASTM A105 for Class 2500 pressure ratings or F316L for corrosive environments extends the service life of a system by 40% compared to standard alternatives. It’s essential to verify that every component undergoes 100% hydrostatic and pneumatic testing before site integration.
OG Valves LTD provides an ISO 9001 and API 6A compliant inventory to support these critical infrastructure requirements. Our engineers offer specialized expertise in severe service industrial valves and maintain global fast track delivery capabilities, ensuring dispatch within 48 hours for inventory assets. We’re ready to assist with your next procurement cycle to ensure maximum system uptime.
What is the primary difference between an isolation valve and a control valve?
Isolation valves function exclusively for on/off service, while control valves modulate flow at various percentages. These isolation valves prioritize a leak-proof seal in the fully closed position to ensure system safety during maintenance. Control valves utilize actuators to adjust flow rates between 0% and 100% based on process variables. Industrial protocols require isolation valves to meet API 598 leakage standards, whereas control valves follow ANSI/FCI 70-2 classifications.
Which valve type is best for bubble-tight gas isolation?
Soft-seated ball valves provide the most effective bubble-tight gas isolation due to the resilient polymer seal against the spherical plug. These isolation valves achieve a Zero Leakage rating according to API 598 testing protocols. Elastomeric materials like PTFE or Viton accommodate minor surface irregularities better than metal-to-metal contact. In high-pressure gas applications exceeding 600 PSI, the compression of the soft seat ensures a gas-tight barrier that prevents fugitive emissions.
What does API 598 testing involve for industrial valves?
API 598 specifies the testing requirements for valve pressure ratings, including shell tests at 1.5 times the maximum working pressure and closure tests. For a 4-inch gate valve, the shell test duration is 15 seconds to verify structural integrity. The standard mandates both high-pressure hydrostatic and low-pressure pneumatic tests to confirm seat tightness. Technicians must observe zero visible leakage for a specified duration, typically 60 seconds for larger bore sizes, to ensure compliance.
Can a butterfly valve be used for high-pressure isolation?
High-performance triple-offset butterfly valves are suitable for high-pressure isolation up to ASME Class 600 or 1500 ratings. Unlike standard concentric designs, the triple-offset geometry eliminates seat friction and allows for metal-to-metal sealing. This configuration handles pressures up to 3,700 PSI depending on the material grade. It’s a preferred choice in large diameter piping where space and weight constraints make gate or ball valves impractical for 24-inch lines.
Why is Double Block and Bleed (DBB) used instead of a single valve?
Double Block and Bleed systems provide a redundant safety barrier by using two separate sealing surfaces with a vent point between them. This configuration prevents fluid migration into the downstream section if the primary seal fails. OSHA 1910.147 standards recommend DBB for positive isolation during maintenance on high-pressure steam or chemical lines. If the upstream valve leaks, the bleed valve redirects 100% of the bypass fluid to a safe drain or flare.
How do I select the right material for a valve in a corrosive offshore environment?
Selecting materials for offshore environments requires adherence to NACE MR0175/ISO 15156 standards to prevent sulfide stress cracking. Super Duplex stainless steel, specifically ASTM A890 Grade 5A, provides a Pitting Resistance Equivalent Number (PREN) above 40, which is essential for seawater contact. Engineers should specify 316L stainless steel for external components to resist salt spray corrosion. In environments with high H2S concentrations, Inconel 625 cladding offers superior protection for internal flow paths.
What is the significance of the ASME B16.34 standard?
ASME B16.34 establishes the mandatory pressure-temperature ratings, dimensions, and material requirements for flanged, threaded, and welding end valves. It provides the engineering basis for wall thickness calculations to ensure safety at temperatures up to 1,500 degrees Fahrenheit. The standard categorizes valves into pressure classes ranging from 150 to 4500. Compliance with B16.34 ensures that a valve manufactured in 2024 will safely withstand the specified mechanical stresses of its intended service class.
How does OG Valves ensure the quality of its global valve supply?
OG Valves implements a 100% inspection protocol where every unit undergoes hydrostatic and pneumatic testing per API 598 before shipment. We maintain ISO 9001:2015 certification across all manufacturing facilities to standardize production quality. Our quality control team verifies Material Test Reports (MTRs) for 100% of the heat lots used in casting and forging. This rigorous oversight ensures that every component meets the exact metallurgical specifications required for critical oil and gas infrastructure.