Industrial Valves: The Engineer’s Comprehensive Guide to Selection and Standards (2026)
April 14, 2026
Home+Industrial Valves: The Engineer’s Comprehensive Guide to Selection and Standards (2026)
A 2023 industry analysis shows that unplanned downtime costs process facilities approximately $12,500 per hour on average. This fiscal risk highlights why the procurement of industrial valves is the primary factor in maintaining pipeline integrity and ensuring personnel safety in high-stakes environments. You recognize that technical precision isn’t optional when system failure leads to catastrophic environmental and financial outcomes. The challenge lies in balancing the complexity of API 600 compliance with the reality of long lead times for specialized alloy components.
This technical guide provides the data required to achieve zero-leakage performance and full alignment with ASME B16.34 standards for 2026 projects. We’ll outline specific material selection strategies that reduce maintenance cycles by 35% in corrosive or high-pressure service. We’ll examine the mechanical specifications of forged steel versus cast iron and define the rigorous testing protocols necessary for global infrastructure demands.
Key Takeaways
Understand the critical role of industrial valves in maintaining process integrity and mitigating the severe safety and environmental risks associated with system failure.
Distinguish between linear and rotary mechanical motions to identify the optimal valve design for specific flow regulation and pressure control requirements.
Navigate the hierarchy of international engineering standards, including ASME and API, to ensure full regulatory compliance and material durability in critical environments.
Master the technical criteria for selection by analyzing fluid characteristics and utilizing the Flow Coefficient (Cv) to minimize pressure drop across the system.
Learn how leveraging a technical partnership with a specialized global supplier ensures rapid procurement and adherence to rigorous quality control protocols.
The Critical Role of Industrial Valves in Process Integrity
Industrial valves are the mechanical heart of process infrastructure, engineered to regulate flow, pressure, and direction within complex piping systems. In 2026, these components represent more than simple hardware; they’re the primary safeguards for process integrity. A single valve failure carries catastrophic consequences. According to 2024 industry data, unplanned downtime in high-output refineries costs an average of $12,000 per hour. Beyond financial loss, failure risks environmental contamination and compromises personnel safety. Engineers now prioritize zero-leakage technology and fugitive emission control to meet ISO 15848-1 standards, ensuring that volatile organic compounds remain contained within the system.
The core functions of these mechanical devices involve three primary actions: starting or stopping flow, throttling to manage volume, and non-return mechanisms to prevent backflow. Each function requires a specific internal geometry and material selection to withstand the erosive and corrosive nature of the media. Modern systems integrate these mechanical units into digital frameworks where precision is the only acceptable metric for performance. Reliability isn’t just a goal; it’s a baseline requirement for compliance in high-stakes sectors like oil, gas, and chemical processing.
Isolation vs. Control: Establishing the Baseline
Engineers distinguish between on-off service and modulating flow control based on the specific process requirement. Industrial isolation valves provide a positive shut-off barrier, which is essential for isolating equipment during maintenance or emergency shutdowns. In contrast, control valves modulate flow by varying the orifice size in response to signals from a controller. While manual handwheels are standard for infrequent operations, pneumatic or electric actuators are used to transform these valves into automated components. This automation allows for real-time adjustments within a Distributed Control System (DCS), maintaining system equilibrium without human intervention.
Market Drivers and Engineering Demands in 2026
The 2026 industrial landscape is shaped by the rise of High-Pressure, High-Temperature (HPHT) environments. Deep-water energy extraction and advanced geothermal plants now operate at pressures exceeding 20,000 psi. Standard components don’t survive these extremes, rendering “off-the-shelf” solutions obsolete. The growth of the hydrogen economy also introduces the risk of hydrogen embrittlement, necessitating specialized alloy steels and rigorous testing protocols. Carbon capture and storage (CCS) initiatives require industrial valves that can handle supercritical CO2 at pressures above 150 bar. Consequently, the industry has shifted toward high-specification engineered valves that are custom-designed to meet site-specific API 6D and ASME B16.34 standards. Every specification must be backed by quantifiable data to ensure long-term durability in these volatile conditions.
Functional Classification of Industrial Valve Designs
Engineers classify industrial valves based on the mechanical motion of the closure element. This classification divides the hardware into two primary categories: linear motion and rotary motion. OG Valves maintains a comprehensive inventory of seven primary designs to meet diverse operational requirements: gate, ball, globe, check, butterfly, plug, and needle valves. Selection isn’t merely a matter of pipe size; it requires a clinical evaluation of pressure drop, shut-off speed, and the specific throttling capabilities required by the process media.
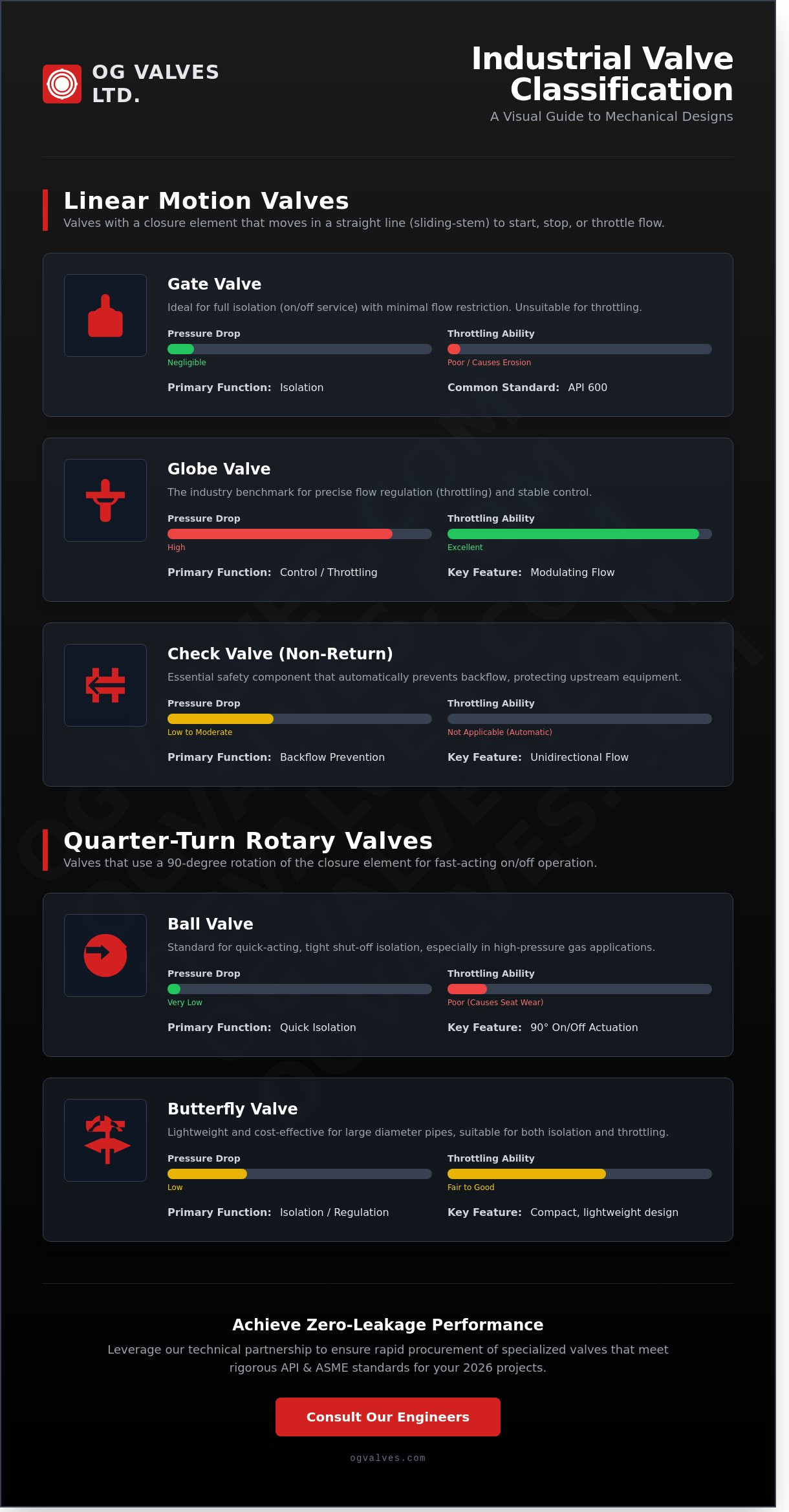
Linear Motion Valves: Gate, Globe, and Check
Linear valves utilize a sliding-stem design to move the obturator into or out of the flow path. Gate valves, typically manufactured to API 600 standards, are the preferred choice for full isolation. They offer a straight-through flow path that results in a negligible pressure drop. However, they’re unsuitable for throttling because high-velocity flow causes seat erosion and vibration. Globe valves serve as the industry benchmark for precision flow regulation. While their internal geometry creates a higher pressure drop, it allows for stable control during frequent operation. Check valves function as essential safety components. They prevent backflow automatically, which is critical for protecting upstream pumps from the 100% force of hydraulic shock or reverse flow conditions.
Quarter-Turn Rotary Valves: Ball and Butterfly
Rotary designs employ a closure member that rotates 90 degrees to open or close the flow. Ball valves are the standard for quick-acting isolation in high-pressure gas applications. They provide bubble-tight shut-off and require lower torque than linear alternatives. Butterfly valves offer a compact, space-saving profile for large-diameter lines in water treatment and petrochemical facilities. The adoption of triple-offset butterfly valves has increased in high-performance sectors. These designs utilize a non-rubbing, metal-to-metal seal that ensures integrity in temperatures exceeding 425 degrees Celsius, providing a lighter alternative to bulky gate valves.
Specialized Precision: Plug and Needle Valves
Plug valves use a tapered or cylindrical plug to control flow. They’re exceptionally resilient in abrasive services, making them the primary choice for slurries or fluids with high-solids content. Needle valves feature a slender, tapered point that allows for microscopic flow adjustments. These are essential in instrumentation and sampling systems where flow accuracy is paramount. In both designs, stem packing integrity is a critical metric. High-integrity packing ensures compliance with fugitive emission standards and prevents leaks in high-pressure environments.
Maintenance cycles vary significantly between these categories. Rotary valves generally exhibit longer service intervals because the rotating stem minimizes wear on the packing. Linear valves often require more frequent packing adjustments but allow for easier seat replacement without removing the valve from the line. Engineers should consult the technical specifications of industrial valves to match the mechanical design to the projected maintenance budget and system Cv requirements.
Engineering Standards and Material Specification Guidelines
Selecting industrial valves requires strict adherence to a hierarchy of international standards. ASME (American Society of Mechanical Engineers) provides the foundational framework for pressure boundary design, while ISO and DIN offer global and regional alignment for dimensional and performance criteria. API valve standards remain the absolute benchmark for refinery and extraction applications because they address the volatile conditions of hydrocarbon processing. These standards mandate specific design features such as fire-safe testing and fugitive emission control. Every unit must undergo rigorous quality assurance, including Positive Material Identification (PMI) to verify alloy composition. Pressure testing according to API 598 ensures zero leakage across seats and shells. For sour gas environments where hydrogen sulfide poses a risk of sulfide stress cracking, compliance with NACE MR0175/ISO 15156 isn’t optional; it’s a critical safety requirement for asset integrity.
ASME B16.34 and Pressure-Temperature Ratings
ASME B16.34 governs the pressure-temperature ratings for threaded, flanged, and welding end industrial valves. Pressure classes, ranging from 150# to 4500#, dictate minimum wall thickness and flange dimensions. As temperature increases, the allowable working pressure of the alloy decreases. For instance, a Class 300 WCB valve rated for 740 psi at 100°F drops to 410 psi at 800°F. Shell testing is the primary method used to verify casting integrity by subjecting the valve body to 1.5 times its rated pressure to identify porosity or structural defects before the unit enters service.
Metallurgy for Corrosive and High-Temperature Service
Material selection hinges on the chemical and thermal profile of the media. Carbon Steel (ASTM A216 WCB) serves as the standard for non-corrosive fluids up to 800°F. Stainless Steel (ASTM A351 CF8M) provides necessary corrosion resistance for chemical processing. In seawater or highly acidic environments, Super Duplex (ASTM A890) offers superior pitting resistance. Specifying high temperature valve materials like Chrome-Moly alloys is vital for steam and power generation above 1000°F. Engineers often apply Stellite hard-facing to seating surfaces to prevent galling and wear in high-cycle or abrasive services.
Adherence to these specifications prevents catastrophic failure in high-pressure environments. When procurement teams don’t verify these standards, they risk significant downtime and safety violations. Reliable infrastructure starts with precise material science and documented compliance.
Criteria for Selecting Valves in High-Stakes Environments
Flow capacity is quantified through the Flow Coefficient (Cv). This metric defines the volume of 60°F water that flows through a valve per minute with a 1 psi pressure drop. Precision in Cv calculation prevents system instability. In high-velocity liquid systems, engineers must evaluate the risk of cavitation and flashing. Cavitation occurs when local pressure drops below vapor pressure, causing bubbles to form and then collapse violently. This collapse generates localized shockwaves that can exceed 100,000 psi, leading to severe material erosion. Flashing occurs when downstream pressure remains below vapor pressure, resulting in a permanent phase change that causes wire-drawing across the valve trim.
The primary objection to premium valve selection is capital expenditure. However, justifying costs requires a Total Cost of Ownership (TCO) analysis. Initial purchase price often represents less than 25% of a valve’s lifecycle cost. A 2024 industry report indicates that unplanned downtime in petrochemical facilities can cost an average of $30,000 per hour. High-performance valves mitigate these risks by extending Mean Time Between Failure (MTBF) and reducing energy loss from fugitive emissions.
Sizing and Flow Dynamics
Oversized valves are a frequent engineering error. They lead to hunting in control applications and cause seat erosion because the valve operates too close to the closed position. Accurate sizing requires a rigorous checklist. Engineers must document minimum, normal, and maximum flow rates alongside inlet and outlet pressures. Port design choice is equally critical. Full bore valves allow for pigging operations and minimize pressure drop. Reduced bore valves offer a 15% to 20% weight reduction and lower costs when system pressure loss is not a primary constraint.
Environmental and Operational Constraints
Operational environments dictate external specifications. Cryogenic services reaching -196°C require extended bonnets to keep stem packing from freezing. Conversely, desert environments with ambient temperatures exceeding 50°C affect the longevity of elastomer seals in actuators. Cycle frequency is another vital metric. High-cycle applications, such as pressure swing adsorption, demand robust packing and heavy-duty automation. For flammable fluid service, compliance with API 607 fire-safe testing is mandatory. This standard ensures the valve maintains seal integrity during a 30-minute fire at temperatures reaching 760°C. Engineers specifying industrial check valves for backflow prevention in these environments must also account for dual-plate versus piston-lift configurations to ensure reliable unidirectional flow under high-cycle conditions.
Ensure your infrastructure meets rigorous international safety standards by consulting with our engineering team.
Global Procurement and Technical Integrity with OG Valves
OG Valves operates as a specialized technical partner for heavy industry, moving beyond the role of a standard equipment vendor. We recognize that the procurement of industrial valves involves more than a simple transaction; it requires a documented guarantee of mechanical integrity. Our quality control department subjects every unit to a 100% inspection protocol before it leaves our facility. This rigorous vetting includes hydrostatic testing, seat leakage tests, and shell pressure verification according to API 598 and ISO 5208 standards. We maintain a comprehensive inventory of ASME-compliant assets to support fast-track project schedules that can’t accommodate standard 16-week manufacturing lead times. For projects requiring valve suppliers uk with verified API 6D certification and fast-track inventory management, our strategic procurement framework delivers full material traceability and supply chain reliability.
Provision of full Material Test Reports (MTRs) for every pressure-containing component.
Compliance verification with ISO 9001:2015 and API 6D quality management systems.
Positive Material Identification (PMI) testing for high-alloy and corrosive service requirements.
Detailed technical documentation packages for global regulatory and insurance approval.
Minimizing Downtime through Global Logistics
Our logistics framework utilizes strategic distribution centers to facilitate rapid delivery to international industrial sites. We’ve optimized inventory management for critical gate, ball, and check valves, allowing for a 35% reduction in typical procurement cycles for standard configurations. This infrastructure ensures that emergency replacements reach high-stakes environments within 48 to 96 hours. “Engineering precision in procurement is the only viable defense against costly industrial downtime.” This commitment ensures that your facility remains operational and compliant with local safety mandates without the risk of extended outages.
Technical Support and Specification Verification
The technical team at OG Valves assists engineers in cross-referencing complex specifications for obsolete or discontinued components. We provide detailed material grade consultation to ensure that replacements, such as ASTM A105 forged steel or F316 stainless steel, meet the exact chemical and mechanical demands of the service environment. Our specialists verify every specification against current ASME B16.34 codes to eliminate installation errors and ensure long-term performance in high-pressure industrial valves applications.
Securing System Integrity Through Technical Specification and Compliance
Maintaining process safety in 2026 requires a rigid commitment to established engineering benchmarks. Engineers must prioritize high-performance hardware that meets or exceeds API 6D and ASME B16.34 specifications to ensure durability in high-pressure environments. Selecting components based on precise metallurgical grades and pressure-temperature ratings is essential for preventing mechanical failure. OG Valves provides immediate access to an extensive inventory of API and ASME compliant components. Our global logistics infrastructure supports fast-track delivery to project sites across six continents. We offer specialist technical support to resolve complex specification challenges and ensure every component meets ISO 9001 quality management standards. Relying on verified performance data and rigorous testing protocols remains the only viable strategy for long-term operational success. It’s time to align your procurement strategy with the highest standards of technical integrity to protect your critical assets.
What are the most common types of industrial valves used in oil and gas?
The primary industrial valves utilized in the oil and gas sector include gate, globe, check, ball, and plug valves. Gate valves serve as the industry standard for on-off isolation, while globe valves provide precise throttling capabilities for flow regulation. Ball valves are preferred for quick-acting shut-off in high-pressure pipelines. According to API 6D specifications, these components must maintain pressure integrity in upstream and downstream operations to ensure environmental safety.
How do I choose between a gate valve and a ball valve for isolation?
Choosing between a gate valve and a ball valve depends on the required closure speed and system pressure drop. Gate valves offer a straight-through flow path with minimal pressure loss, making them ideal for high-temperature steam or viscous fluids. Ball valves provide a 90-degree quick turn for rapid isolation. While gate valves prevent water hammer through slow operation, ball valves offer superior sealing performance in high-pressure gas applications.
What does API 600 compliance mean for industrial gate valves?
API 600 compliance signifies that a steel gate valve meets the rigorous design and construction standards set by the American Petroleum Institute for heavy-duty service. This standard dictates minimum wall thicknesses and stem diameters that exceed ASME B16.34 requirements. It ensures the valve’s structural integrity in refineries and petrochemical plants. Compliance requires specific testing protocols to verify that the wedge and seat can withstand 10,000 cycles without mechanical failure.
Which materials are best for valves in high-temperature steam applications?
High-temperature steam applications require alloy steels such as ASTM A217 Grade WC6 or WC9 for temperatures reaching 593 degrees Celsius. These materials contain chromium and molybdenum to resist creep and oxidation over long-term exposure. For supercritical steam plants operating at 600 degrees Celsius, engineers specify Grade C12A forged steel. These alloys maintain mechanical strength where standard carbon steel would suffer thermal degradation and eventual pressure boundary failure.
What is the difference between a floating and a trunnion-mounted ball valve?
The primary difference lies in how the ball is supported within the valve body. In a floating ball design, the ball is suspended by two seats and moves slightly downstream under pressure to create a seal. Trunnion-mounted ball valves utilize a fixed shaft at the top and bottom to secure the ball. This configuration is necessary for sizes above 4 inches or pressure classes over 600 to reduce operating torque.
Why is the Flow Coefficient (Cv) important for valve sizing?
The Flow Coefficient (Cv) is critical for sizing industrial valves because it quantifies the volume of 60 degree Fahrenheit water that flows through a valve per minute with a 1 psi pressure drop. It allows engineers to calculate the exact size needed to prevent cavitation and excessive noise. Using an incorrectly sized valve leads to a 40 percent reduction in component lifespan due to erosion. Accurate Cv data ensures overall system efficiency.
How does NACE MR0175 affect valve material selection?
NACE MR0175 dictates the material hardness and chemical composition required to prevent sulfide stress cracking in sour gas environments. It restricts the hardness of carbon steel components to a maximum of 22 HRC. For stainless steel, specific nickel and chromium levels are mandated to ensure corrosion resistance. Compliance is mandatory for all valves exposed to hydrogen sulfide concentrations exceeding 0.05 psi partial pressure in oilfield equipment.
What are the benefits of using triple-offset butterfly valves?
Triple-offset butterfly valves provide zero-leakage performance through a non-rubbing, metal-to-metal seal. The three distinct offsets eliminate friction between the seat and seal ring during the 90-degree stroke. This design reduces torque requirements and extends the service life of the valve in high-pressure applications. They offer a compact alternative to gate valves, weighing 30 percent less while maintaining bi-directional shut-off capabilities in cryogenic or high-heat services.